
Как устранить негерметичность клапанов? Притирка клапанов
1. Устранение негерметичности клапанов выполняется путем их притирки к седлам, в случае отсутствия трещин или повреждений на тарелке и клапане его можно восстановить путем притирания. Для выполнения этой процедуры необходимо:
2. Снять с клапана маслосъемный колпачок.
3. Достать клапан, который плохо прилегает из направляющей втулки.
4. Дальше на рабочую поверхность (ту, которую необходимо притереть) наносится специальная притирочная паста, например «Алмазная».
5. Клапан устанавливается в головке блока цилиндров, а к его стержню крепится «приспособа» для притирки клапанов.
6. Прижимая клапан к седлу, выполняется притирка путем вращения клапана из стороны в сторону, сделав 10-15 таких движений поверните его на 90° и снова продолжите притирку. Выполнять притирку следует до тех пор, пока на тарелке и седле не образуется равномерная ровная поверхность, а сами детали не станут идеально прилегать друг к другу.
7. По завершению остатки притирочной пасты удаляются, а клапан с новыми маслосъемными колпачками устанавливается на место.
На этом у меня все, желаю удачи в работе! Спасибо, что читаете нас, до новых встреч на Вопрос Авто!
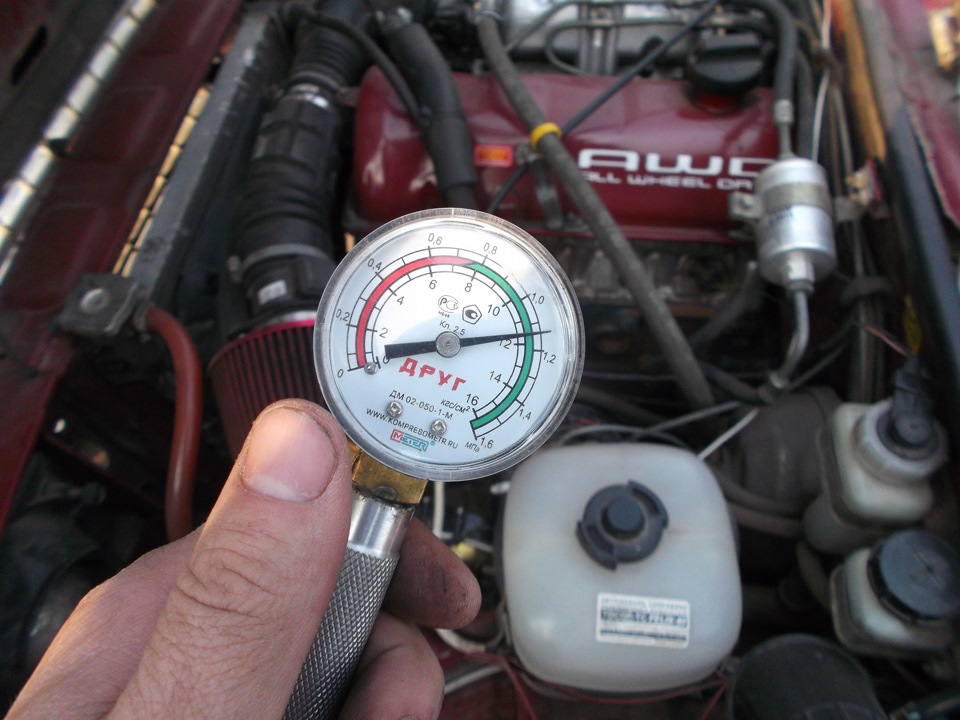
Всем Привет ! Подскажите На клапанах выпускных были раковины их шлифанули, я их притер рабочая фаска где то 1,5-1,8 мм получилась. Но вот тест керосином не проходят спустя сутки видны подтеки . Дунул компрессором в выпускное окно и если дуть 9 бар (+потери) то видны маленькие пузырики (2-3 места утечки) если давление поменьше то утечек нет)))
Новые клапана впускные же притерлись идеально, 9 бар держат пузыриков нет, но вот тест керосином также не проходят, спустя сутки видны подтеки.
Керосин весь не уходит процентов 10-20 , заливаю в камеру сгорания.
Выпускные клапана менять или пойдут ? прихлопаются со временем ) Притираю вручную, долго тереть боюсь седло испортить.
Станок для шлифовки тарелки клапанов — logbook Ford Sierra 1984 on DRIVE2
Никому не верю, поэтому решил править тарелки клапанов сам.
![]()
Купил в магазине подходящий кронштейн, подшипники. Начало положено.
![]()
На базаре купил моторчик от советского видеомагнитофона для организации привода вращения клапана.
![]()
Закрепил моторчик сзади. В качестве пассика использовал кусок камеры от велосипеда.
![]()
Пассик хорошо прижимает клапан к роликам.
Проба вращения клапана от встроенного моторчика —
![]()
С помощью металлической пластинки соорудил ограничитель перемещения клапана.
![]()
С помощью другой металлической пластинки организовал прижим клапана сверху.
![]()
Теперь клапану некуда деваться. Только вращаться.
Саму шлифовку клапана организовал двумя способами.
![]()
Первый способ — дрель со шлифовальной насадкой. Преимущество — регулируемые обороты вращения. Поскольку обороты дрели практически полностью совпадают с оборотами моторчика привода клапана, я выбрал этот вариант как окончательный.





![]()
Второй вариант — электроточило. Преимущество — бесшумность, возможность раскрутить его от вращающегося клапана без подключения к сети 220 V.
![]()
Электроточило специально слегка наклонил, чтобы шлифовать под небольшим углом к плоскости вращения клапана.
![]()
Вот результат. Больше глубокой канавки нет.
![]()
Вид клапана после более тонкой шлифовки.
![]()
Притирка получается неплохо.
![]()
А это зкспериментальный клапан с большой шероховатостью фаски после шлифовки.
![]()
В любом случае, без правки камня ничего не получится. Я на решение этой проблемы убил уйму времени. Вот такой инструмент меня спас. Просто и надёжно. Даже не верил, что получится.
Способы обкатки мотора
Описанный выше алгоритм – классическая естественная обкатка. Но кроме этого, существует ещё как минимум три способа притирки деталей отреставрированного силового агрегата:
- метод холодной обкатки, производимый с использованием специального стенда;
- холодная обкатка, выполняемая без стенда;
- метод горячей притирки деталей двигателя.
Рассмотрим особенности каждого из перечисленных способов.
Обкатка на стенде
Разумеется, сам стенд – оборудование очень дорогое. Его могут позволить себе только крупные СТО, но зато благодаря его использованию удаётся получить полный контроль над всеми технологическими этапами обкатки.
В этом случае силовой агрегат устанавливается на стенд и запускается посредством соединения с карданным валом, который, в свою очередь, приводится в движение электромотором, считающимся ведущим по отношению к мотору автомобиля.
Специальный прибор, именуемый энкодером, контролирует частоту вращения ведущего двигателя, несколько менее точные показания фиксирует тахометр. Стендовое оборудование работает под управлением микропрограммы, регулирующей параметры работы электромотора, опираясь на показания датчиков.
Совокупная длительность работы пары ведущий/ведомый мотор определяется составом работ, выполненных в рамках капитального ремонта автомобиля. В частности, для нормальной притирки новой цилиндропоршневой группы требуется примерно три часа непрерывного вращения обоих двигателей.
Результат такой холодной притирки предполагает, что удалось добиться следующих показателей:
- при работе СА на ХХ (на оборотах, не превышающих 600 в минуту) обороты стабилизируются;
- нажатие на педаль акселератора в этом же режиме не приводит к перебоям в работе ведущего двигателя, и он не должен при этом глохнуть.
Отметим, что приобретения дорогостоящего стенда для проведения холодной обкатки недостаточно – нужен ещё и специалист, который отлично разбирается в нюансах выхода на определённый режим, в беспрекословном соблюдении технологии притирки деталей.
Бесстендовая холодная обкатка
Он заключается в буксировании автомобиля на третьей передаче, но при заглушенном двигателе, на протяжении 2-3 часов. До начала обкатки автомобиль заправляют всеми необходимыми техническими жидкостями, включая масло и антифриз/тосол.
Хотя специалисты не советуют использовать этот метод, он получил широкое распространение в среде гаражных мастеров ремонта.
Горячая обкатка
Производится непосредственно на автомобиле, но на обездвиженном. Характеризуется возможностью контроля качества сборки силового агрегата после проведения капремонта и нивелирования мелких дефектов, допущенных при производстве деталей и узлов, установленных вместо изношенных. Что хорошо – данная технология может быть использована и в гаражных условиях. Алгоритм холодной обкатки:
- запускаем мотор, устанавливаем обороты на уровне режима холостого хода;
- даём проработать порядка 3-4 минут, глушим мотор на примерно такой же интервал времени. Повторяем цикл 10-15 раз. Остановка двигателя нужна для того, чтобы не допустить локального перегрева силового агрегата;
- снова заводим мотор, устанавливаем обороты на показателе 1200 об/мин, постепенно увеличиваем их до примерно 50% от максимального уровня. Рассчитываем увеличение оборотов таким образом, чтобы общая продолжительность работы силового агрегата составила 45-50 минут.
Во время последнего этапа особенно внимательно следим за температурой двигателя, если она неконтролируемо поднимается – следует заглушить мотор, дать ему остыть и только после этого запускать вновь. Если всё в норме, проверяем уровни техжидкостей и наличие/отсутствие их подтеканий, измеряем компрессию цилиндров. Наконец, после завершения обкатки заново выставляем зажигание и регулируем зазоры клапанов.
Естественная обкатка двигателя
Саму последовательность проведения классической обкатки мы уже приводили. Стоит отметить, что независимо от сложности и состава проведения восстановительных работ, обкатку следует проводить исключительно в щадящем режиме, даже если вы ограничились только заменой цепи (разумеется, совокупный пробег в этом случае будет минимальный, порядка 500 километров).
Движение на пятой передаче нужно исключить, трогаться следует очень плавно
О важности заливки качественного моторного масла мы уже говорили, но не менее важно использование и хорошего топлива – по крайней мере, до завершения периода обкатки
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.






Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Проверка герметичности
После проверки прочности изделия и плотности материала изготовления производится ревизия запорной арматуры на уровень герметичности.
В ходе проверки выявляются:
- плотность поверхностей, подвергающихся притирке;
- герметичность запорного устройства арматуры (рычага, маховика и так далее);
- качество сборки отдельных узлов изделия (сильфонного, мембранного, сальникового).
Требования к подготовке испытания
Проверка герметичности арматуры производится при соблюдении следующих условий:
- вещество, которое применяется для проведения испытания, не должно негативно воздействовать на сотрудников предприятия и проверяемое изделие;
- проводить проверку можно исключительно после успешно пройденного первого этапа исследования, то есть испытанию подлежит заведомо прочное изделие, не имеющее трещин и иных отклонений на корпусе;
- можно использовать только проверенную и полностью укомплектованную аппаратуру, соответствующую техническим условиям.
Методы проверки и их описание
Для проведения исследования могут быть применены следующие методы:
- манометрический. Запорная арматура устанавливается на стенд (аналогичен выше описанному) и заполняется газообразным веществом до определенного (условного) давления. Проверка считается успешной, если в течение необходимого времени (определяется по таблице) не обнаружено понижения давления в системе. Манометрический метод используется для проверки арматуры, которая состоит из нескольких частей, не подлежащих возможности проведения визуального осмотра;
![]()
Таблица временных интервалов для проведения того или иного испытания запорной арматуры
- гидростатический. Изделие, подлежащее проверке, с помощью насоса заполняют жидкостью и выдерживают определенное время. Если на арматуре обнаружены протечки, то считается, что испытание не пройдено. Гидростатический метод применяется исключительно для арматуры, все основные узлы которой доступны для проведения визуального осмотра.
Результаты проверки
В большинстве случаев полной герметичности арматуры, устанавливаемой на трубопроводах различного назначения, добиться невозможно и нецелесообразно. ГОСТ 9544-75 регламентирует конкретные нормы для отдельных классов:
- I класс – устройства, которые применяются на трубопроводах, наполненных токсичными (взрывоопасными) веществами. Для этой арматуры допускаются следующие отклонения, представленные в таблице.
![]()
Регламентированные нормы пропуска для устройств 1 класса
- II класс – это устройства, устанавливаемые на трубопроводы с легковоспламеняющимися веществами. Для этого класса применяются следующие нормы (см. таблицу).
![]()
Допустимые нормы для герметичности запорных устройств 2 класса
- III класс – это арматура для трубопроводов с иными проходящими средами. Регламентированные нормы прочности этого класса разделяются на:
- нормы, установленные для вентилей;
- нормы для других видов арматуры запорной.
![]()
Допустимые отклонения для арматуры запорной, относящейся к 3 классу герметичности
Проведение испытания арматуры представлено на видео.
https://youtube.com/watch?v=n5NPmjSNVNg
Все проверки запорных устройств для трубопроводов производятся квалифицированными специалистами на сертифицированных устройствах.
Источник
Как проверить герметичность клапанов после притирки?
Притирка клапанов — важная процедура, которую необходимо проводить каждый раз при снятии ГБЦ, либо замене клапанов. Притирка восстанавливает герметичность старых и создает герметичность закрытия новых клапанов.
Но мало притереть клапана. После притирки необходимо убедиться в их герметичности. Иначе, вся работа будет зря. Просто представьте себе ситуацию, что вы собрали двигатель, завели, а он троит. А вся проблема в том, что герметичность клапана была недостаточной. Поэтому, перед сборкой, проверяем качество закрытия.
Один из самых популярных методов проверки герметичность связан с использованием такой жидкости, как керосина. Хотя, подойдет любая другая текучая жидкость, которая не навредит металлу.
С ГБЦ желательно снять коллектора, а затем укладываем ее так, чтобы выпуск или впуск смотрели вверх, а клапаны смотрели на вас по горизонтали. Для тех, кто не понял, фото ниже.
В отверстие впуска или выпуска заливаем жидкость, чтобы она заполнила всю полость, где открывается клапан. Таким образом, можно убедиться в качестве его закрытия. Жидкость не должна вытекать ручьем из закрытого клапана, при этом, допускается небольшое убывание, но очень медленное. Многие пытаются притереть клапана так, чтобы он был полностью герметичным и жидкость совсем не уходила, но это не обязательно, небольшое и медленное подтекание допустимо.
Затем переворачиваем ГБЦ на другой бок (если был впуск, то переворачиваем на выпуск) и поверяем другой ряд клапанов подобным образом. К примеру, до этого мы проверяли выпускные клапаны, а теперь проверим впускные. Так же проливаем их керосином.
Есть и другой метод — проверить все клапаны сразу. Кладем головку, как на фото ниже и заливаем жидкость прямо на клапаны.
Данный метод позволит наглядно убедиться в скорости убывания жидкости, но не скажет точно, какой именно клапан подтекает.
Источник
Что делать?
Распределенный впрыск — вы можете об этой проблеме даже не задумываться!
А вот непосредственный, тут есть над чем подумать:
- Многие пишут, что нужно заливать хорошее топливо – но это нужно делать для любого впрыска, а не только для непосредственного. ДА и на клапана оно практически никак не влияет, ведь оно практически не попадает на него! Хорошее топливо для непосредственного варианта, нужно в основном для того, чтобы прочищались форсунки, ведь они находятся в камерах сгорания и также могут загрязняться нагаром
- Хорошее масло. Опять же таки нужно лить в каждый мотор, и менять его чаще. Но опять же таки масло на нагар клапанов никак не влияет. Ведь оно практически не соприкасается с их тарелками.
![]()
Лично я считаю что нужно хотя бы раз в 80 – 100 000 км, смотреть эндоскопом нагар. Есть ли он там или нет! Если есть — тогда стоит обратиться в компании которые могут его убрать. Просто снимают впускной коллектор и очищают клапана, машина просто полетит.






Для тех, кто немного не понял, видео версия смотрим.
НА этом заканчиваю, думаю, моя статья и видео были вам полезны. Читайте мой АВТОБЛОГ, подписывайтесь на канал.
(5 голосов, средний: 4,60 из 5)
Похожие новости
Ресурс ремня ГРМ. Разберем иномарки, а также ПРИОРУ, КАЛИНУ и ГР.
Автоодеяло, типа АВТОТЕПЛО – а если смысл? Мой отзыв. Разберем п.
Двигатель ХЕНДАЙ СОЛЯРИС и КИА РИО (GAMMA и KAPPA – G4FA, G4FC, .
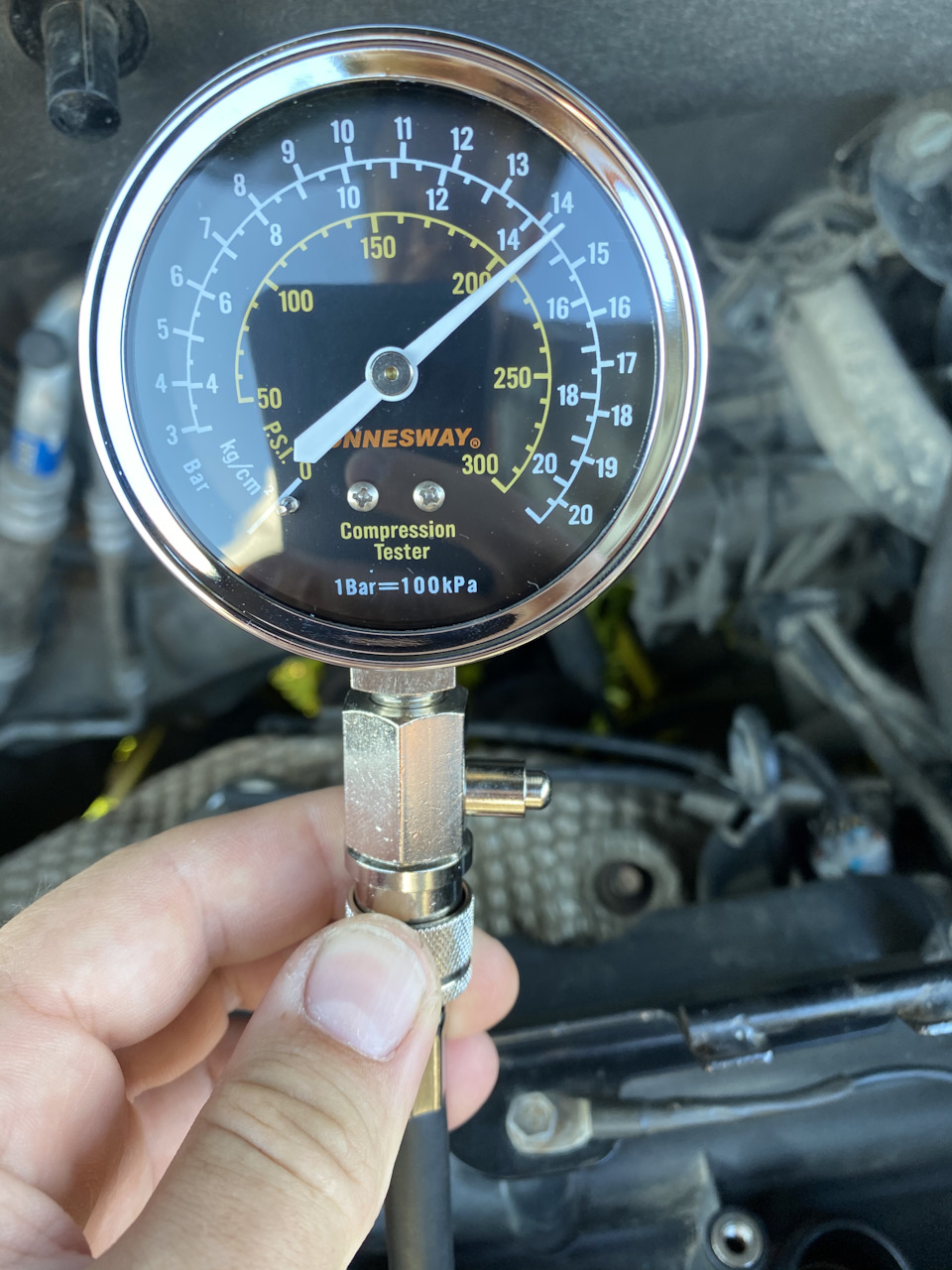
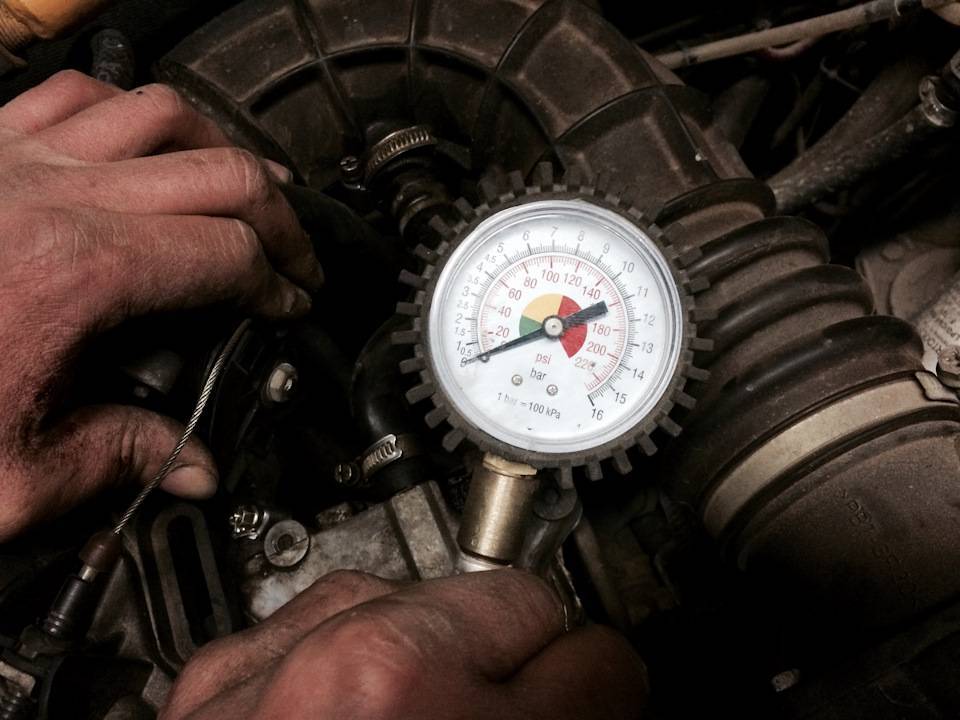
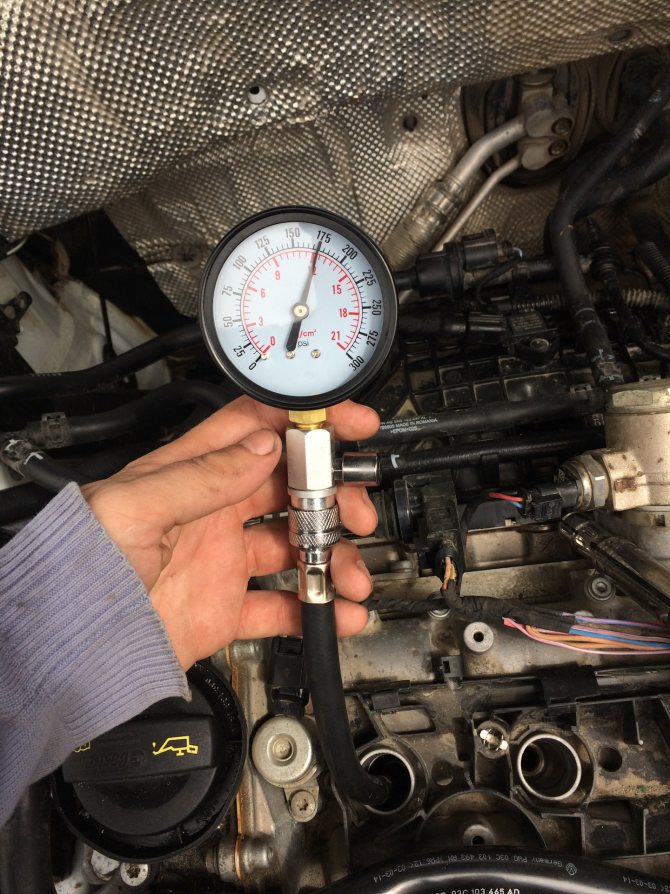
Как измеряют компрессию
Для получения достоверных результатов, при замере компрессии необходимо придерживаться нижеследующих правил:
- прогрейте мотор до 70-90 градусов;
- перекройте подачу горючего: отсоедините провод питания бензонасоса или отсоедините топливный шланг (чтобы в цилиндры не попадало много горючего);
- извлеките все свечи, чтобы уменьшить сопротивление вращению;
- убедитесь, что стартер в рабочем состоянии, а аккумулятор заряжен (рекомендуется применять пускозарядное устройство – тогда вал будет гарантировано вращаться с одинаковой скоростью при измерении компрессии в разных цилиндрах).
Методы замера компрессии на горячем двигателе
Существует пара основных способов измерения давления в цилиндрах ДВС: с открытым или закрытым дросселем. Здесь имеется в виду проведение процедуры с выжатой педалью акселератора или при отсутствии на нее воздействия. Каждый из этих методов позволяет получить свои результаты, помогающие более точно определить причину отсутствия компрессии.
Измерения при открытой заслонке
При такой ситуации в цилиндры подается много воздуха, и среднее давление будет в пределах 11-13 кг/кв. см (справедливо для бензина АИ95). В этом случае измерения утечки воздушной массы сопоставимы с его количеством, поступающим в цилиндр двигателя внутреннего сгорания. Т. е. если давление будет ниже нормы, то это значит, что утечки происходят «альтернативным методом». Это может быть неплотное прилегание клапана к посадочному месту, изъян профиля кулачка распредвала (в двигателях с гидротолкателями) или его износ, а также отсутствие герметичности прокладки ГБЦ либо сквозная трещина в камере сгорания.
Как проверить компрессию в двигателе с закрытой заслонкой
Здесь уже картина иная. В цилиндры поступает мало воздуха, благодаря чему давление в цилиндрах вырастает, что увеличивает утечки. Но их объем все равно будет меньше количества подаваемого воздуха. Компрессия должна составлять 12-14 кгс/кв. см. Данным методом можно определить наиболее грубые дефекты:
- закоксовывание колец (либо их залегание);
- прогар клапана (одного или нескольких) либо поршней (возможна поломка последних);
- износ стенок цилиндра.
Измерения с добавкой масла в цилиндры
Оба вышеизложенных способа не позволяют брать в расчет нарастание давления при вращении коленвала. Например, если оно при первых тактах невысокое – 4-5 кг/кв. см, а затем резко увеличивается, то это может свидетельствовать об износе или поломке поршневых колец. Однако есть смысл провести дополнительное тестирование. Как проверить компрессию с учетом нарастания давления? Для этого плесните в цилиндр немного (4-5 мл) моторного масла. Это повысит компрессию, поднимет давление при первом такте и не даст газам прорваться через кольца в картер. Если измеряемые параметры не изменились, то можно с большой долей вероятности утверждать, что пробита прокладка ГБЦ или прогорел поршень. При изменении давления в большую сторону можно говорить о залегании, деформации или закоксовывании колец.
Проверка компрессии на холодном двигателе
Этот способ обычно применяется в случае затрудненного пуска. Давление в цилиндрах холодного мотора иногда бывает в 2 раза (6-7 кг/кв. см) меньше нормального при серьезных выработках деталей цилиндро-поршневой группы. После запуска и последующего прогрева силового агрегата компрессия поднимается на 3-5 единиц. Если это не так, нужен капитальный ремонт двигателя. Т. е. очевидно, что комплексная проверка (на «холодную» и «горячую») эффективнее.
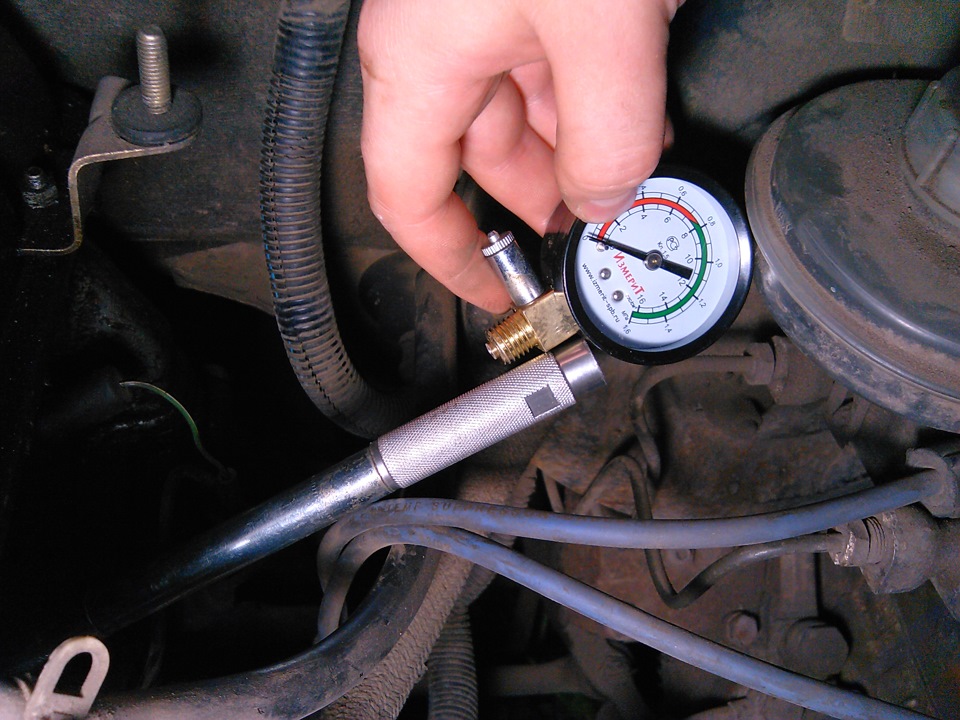
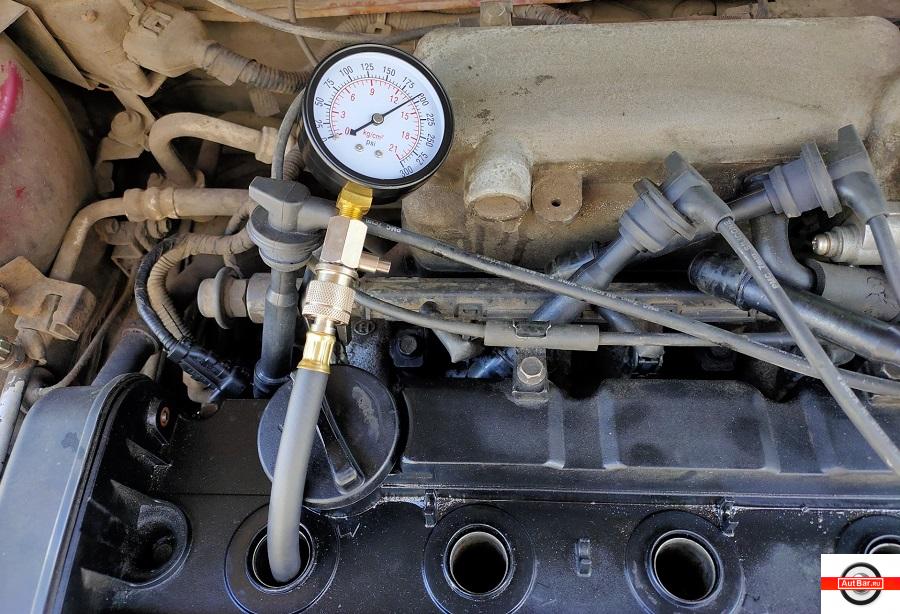
Проверка компрессии сжатым воздухом
Данный метод позволяет точнее понять причину уменьшения давления в проблемном цилиндре. Подгоните поршень под ВМТ на такте сжатия (все свечи нужно извлечь и заодно удалить пробку с маслозаливной горловины). Далее понадобится компрессор, с помощью которого нужно подать в «подозреваемый» цилиндр воздух под давлением от 2-х до 3-х атмосфер. Если из отверстия под свечу, находящегося рядом, идет воздух, значит, повреждена прокладка ГБЦ. Шипение из-под самой нижней прокладки карбюратора свидетельствует о неплотном прилегании (или прогаре) впускного клапана. Воздушный поток из горловины говорит о нарушении целостности корпуса поршня либо его прогаре. А если шипение идет из трубы глушителя, значит, неисправен выпускной клапан. Последняя неприятность – наиболее распространенная.
Ниже приведена таблица нормальной компрессии у наиболее популярных автомобилей:



